Конвейер наклонный К-650.00.00.000-14
Артикул: К-650.00.00.000-14
Объем: 21.5 м3
Масса: 1405.0 кг
Модельный ряд: наклонный конвейер.
Технические характеристики наклонного конвейера:
- Тип - непрерывного действия;
- Тяговый орган и грузонесущий элемент - лента;
- Тип привода - барабан;
- Профиль трассы - наклонный;
- Перемещаемый материал - ПГС (насыпная плотность - 1,6 т/м, крупность 0-10 мм, влажность - 9%);
- Максимальная производительность - 100* тонн/час;
- Ширина ленты - 650 мм;
- Скорость ленты - 1,6 м/с;
- Масса насыпного груза на 1 п.м. ленты, не более - 20 кг;
- Мощность привода - 4 кВт;
- Длина конвейера, не менее - 14,8 м;
- Угол подъема, не более - 18°С.
Руководство по эксплуатации
- Основные сведения об изделии и технические данные
- Комплектность
- Ресурс, срок службы, гарантии изготовителя
- Консервация
- Свидетельство об упаковывании
- Свидетельство о приёмке
- Ремонт и учёт работ
- Заметки по эксплуатации изделия, мер безопасности и хранения
- Сведения об утилизации
- Основные сведения об изделии и технические данные
Наименование изделия - конвейер наклонный.
Данный паспорт является основным эксплуатационным документом на конвейер горизонтальный К-650.00.00.000-14 (далее по тексту конвейер). Паспорт заполняется в 2-х экземплярах, один из которых передаётся заказчику, второй остаётся на предприятии-изготовителе. Изготовитель - ПО "УфаДорМаш", находящийся по адресу: Республика Башкортостан, пос. Улукулево Кармаскалинского района, ул. К. Маркса, д. 56.
В связи с постоянной работой по совершенствованию изделия в конструкцию могут быть внесены изменения, не отраженные в настоящем паспорте.
В случае изменения конструкции потребителем изготовитель не несет ответственности за эксплуатацию установки.
Монтаж оборудования должны вести организации, имеющие достаточный опыт в монтаже, пуске и наладке промышленного оборудования.
Указанные работы выполняет технический отдел ООО "УфаДорМаш", тел./факс 8(347)29-28-000.
Общее предназначение конвейера - это перемещение различных насыпных материалов по заданному пути.
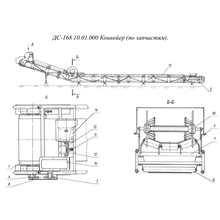
Применяется преимущественно в технологическом процессе приготовления асфальтобетонной смеси на асфальтносмесительной установке ДС-158 и других аналогичных установках.
Конвейер на асфальтносмесительной установке ДС-158 и других аналогичных установках применяется для приемки предварительно дозированного материала от горизонтального конвейера агрегата питания, перемещения материала и выгрузку в приемное устройство сушильной установки.
Основные технические данные приведены в таблице 1.
Таблица 1
*зависит от физико-механических свойств перемещаемых материалов (максимальной крупности, гранулометрического состава, влажности)№ п/п Наименование параметра и единицы измерений Конвейер наклонный 1 Тип Непрерывного действия 2 Тяговый орган и грузонесущий элемент Лента 3 Тип привода Барабан 4 Профиль трассы Наклонный 5 Перемещаемый материал ПГС (насыпная плотность 1,6т/м, крупность 0...10мм, влажность 9 %) 6 Максимальная производительность, тонн/час 100* 7 Ширина ленты, мм 650 8 Скорость ленты, м/с 1,6 9 Масса насыпного груза на 1 п.м. ленты, не более, кг 20 10 Мощность привода, кВт 4 11 Длина конвейера, м, не менее 14,8 12 Угол подъема, не более, °С 18 13 Масса, кг 1405 14 Габаритные размеры, мм, не более: длина ширина высота 14800х1076х5600
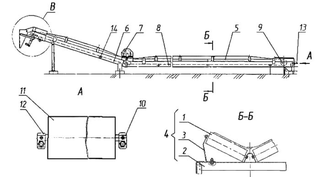
Наклонный конвейер (см. рис.1, рис.2) представляет средство для непрерывной транспортировки грузов на большие расстояния и характеризуется простой конструкцией, высокой производительностью, бесшумной работой, перемещением материала на несущей поверхности горизонтально и в наклонном направлении вверх.
Конструкция наклонного конвейера состоит из четырёх секционных металлоконструкций: секция приводная-1, две секции промежуточных (длина каждой 5,0 м)-4, секция натяжная-3, каждая имеет свое предназначение соответствующее названию.
Вся конструкция наклонного конвейера опирается на четыре опоры (см. рис.1 и 6). В средней части конструкции на секциях установлены балки с прижимами-6 к ним с каждой стороны конвейера крепятся внутренние опоры-12 и внешние опоры-13. Опоры внизу соединяются с площадкой опорной-5. Площадка опорная-5, находящаяся с боковых сторон позволяет крепить конвейер к фундаменту. В нижней части на натяжной секции с каждой стороны устанавливаются опорные уголоки-14, которые позволяют крепить анкерами конвейер к фундаменту.
Конвейер состоит из двух концевых барабанов приводного-17 и натяжного-18, огибаемых замкнутой лентой-16. В каждой секции (смотреть рис.1, рис.2, рис.5), устанавливаются через определенное расстояние по всей длине секции роликоопора-7 с верхними роликами-8 и нижними роликами поддерживающими-9, предназначенные для поддержания ленты-16. Верхние ролики-8 устанавливаются под наклоном друг к другу, что обеспечивает за счет прижатия ленты к роликам создание лентой лотка для материала. Этот лоток позволяет перемещать сыпучие материалы. Ролик поддерживающий-9 предназначен для удержания ленты-16 и предотвращения провисания ленты при движении ленты от приводного-17 к натяжному барабану-18.
Секция приводная-1 предназначена для движения ленты с материалом, выгрузки материала с ленты и наружную очистку ленты. На приводной секции-1 устанавливается мотор-редуктор-19, барабан приводной-17, скребковый очиститель ленты-10. Приводной барабан вращается вместе с лентой через цепную передачу от мотор-редуктора-19. Наружная поверхность ленты очищается от прилипших к ней частиц материала скребковым очистителем ленты-10, установленным под приводным барабаном. Разгружаемый с приводной секции материал поступает в приемную воронку наклонного конвейера ДС-117 или других аналогичных.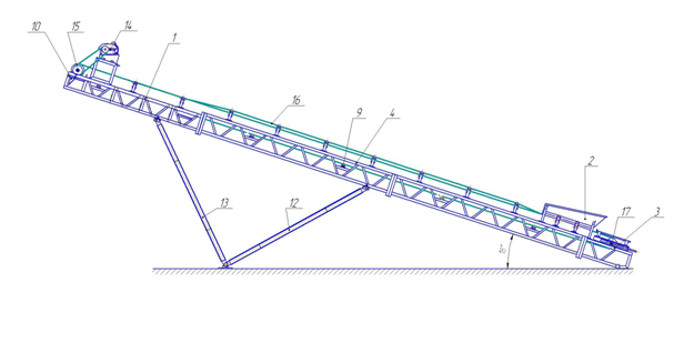
Рис.1 - Составные части конвейера
Секция приводная-1, устройство загрузочное-2, секция натяжная-3, секция промежуточная (2 шт. по L=5,0 м)-4, площадка опорная-5, балка с прижимами-6, роликоопора-7, ролик (102х250 мм)-8, ролик поддерживающий (102х750 мм)-9, скребковый очиститель ленты-10, плужковый очиститель ленты-11, опора внутренняя-12, опора внешняя-13, уголок опорный-14,мотор-редуктор-14а, барабан приводной-15, лента с механическим соединителем-16, барабан натяжной-17. 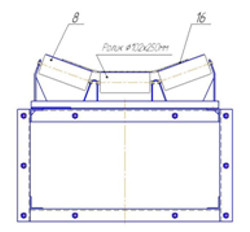
Рис.2 - Составные части конвейера разрез А-А Роликоопора-7, ролик-8, ролик поддерживающий-9, лента-16.
Секции промежуточные-4 предназначены для приемки и перемещения материала и определяют основную рабочую длину конвейера.
Секция натяжная-3 предназначена для создания натяжения ленты-16, приемки и перемещения материала и очистки внутренней стороны ленты. На натяжную секцию устанавливается натяжной барабан с натяжным устройством, плужковый очиститель ленты-11 и устройство загрузочное-2. Устройство натяжения ленты служит для создания натяжения ленты и регулирование положение ленты. Это позволяет двигаться ленте без проскальзывания вместе с барабанами. Для очистки внутренней стороны ленты от частиц материала служит плужковый очиститель ленты-11, который за счет пружины прижимает скребок к внутренней стороне ленты. Устройство загрузочное-2 предназначено для приемки материала и равномерного распределения материала ленте.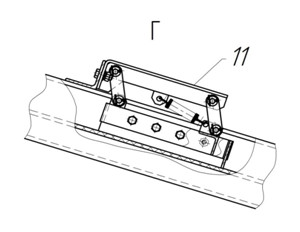
Рис.4 - Плужковый очиститель ленты конвейера вид Б. 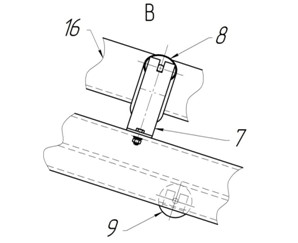
Рис.5 - Составные части конвейера вид В.
Роликоопора-7, ролик-8, ролик поддерживающий-9.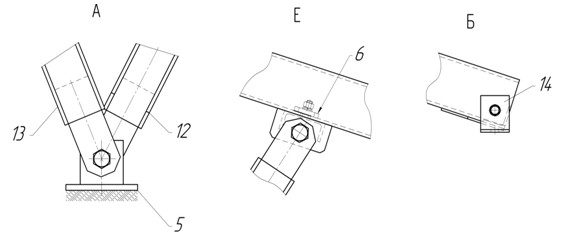
Рис.6 - Опоры конвейера вид А, Б, Е
Площадка опорная-5, балка с прижимами-6, опора внутренняя-12, опора внешняя-13, уголок опорный-14.
Лента является основным элементом. В конвейере используется прорезиненная тканевая лента, имеющая тяговый каркас из нескольких слоев хлопчатобумажной ткани, связанных между собой вулканизированной резиной, и наружных резиновых обкладок. Тяговый каркас воспринимает продольные растягивающие усилия в ленте и обеспечивает ей необходимую поперечную жесткость, а заполнитель предохраняет каркас от воздействия влаги, механических повреждений и истирания перемещаемыми грузами. Лента с двух концов соединяется с помощь механического соединителя, и становиться замкнутой. По требованию заказчика можно устанавливать другой тип ленты.
Конвейер работает следующим образом: лента непрерывно движется по вращению барабана, на ленту идущая от натяжного барабана непрерывно загружается материал, который перемещается вместе с лентой по верхним роликам до приводного барабана, где материал выгружается, а лента очищается от остатков материала и идет по нижним роликам к натяжному барабану и цикл повторяется.
Применяемые подшипники в конвейере приведены в таблице 2.
Таблица 2
Основные характеристики электрооборудования приведены в таблице 3.Узел конвейера Номер подшипника Номер стандарта Основные характеристики (dxDxB) Кол-во Барабан приводной К-650.01.01.000 1610 ГОСТ28428 50х110х40 2 Барабан натяжной К-650.03.04.000 1610 ГОСТ28428 50х110х40 2 Ролик Р-076.00.000-250 60203 ГОСТ7242-81 17х40х12 2 Ролик Р-076.00.000-550 60203 ГОСТ7242-81 17х40х12 2
Таблица 3Обозначение по схеме Наименование электрооборудования Кол-во на изделие Тип и характеристика Примечание M1 Электродвигатель 1 2850 об/мин; 4,0 кВт - Комплектность
В комплект конвейера входят (см табл. 4):- конвейер наклонный (в сборе) - 1 шт.;
- комплект технической документации (приложение А) - 1 к-т.
Поз. рис.1-6 Обозначение Наименование Кол-во на изделие Примечание 1 К-650.01.00.000 Секция приводная в. т.ч. 1 шт. 14а 3МР-50-71 Мотор-редуктор (4,0 кВт) 15 К-650.01.01.000 Барабан приводной 2 К-650.02.00.000 Устройство загрузочное 3 К-650.03.00.000 Секция натяжная, в т.ч. 1 шт. 17 К-650.03.04.000 Барабан натяжной 4 СКП-650.000-5000 Секция промежуточная 2 шт. 5 К-800.08.00.000 Площадка опорная 2 шт. 6 К-650.16.00.000 Балка с прижимами 2 шт. 7 РО-650.00.000 Роликоопора 11 шт. 8 Р-102.00.000-250 Ролик 102х250мм 33 шт. 9 Р-102.00.000-750 Ролик поддерживающий 102х750мм 6 шт. 10 К-650.09.00.000 Скребковый очиститель ленты 1 шт. 11 К-650.24.00.00 Плужковый очиститель ленты 1 шт. 12 ОК-651-4250 Опора внутренняя 1 шт. 13 ОК-652-4250 Опора внешняя 1 шт. 14 К-650.00.00.003 Уголок опорный 2 шт. 16 2ЛМ-650-3ТК200-3х1 ГОСТ20-85 Лента 31 п.м. R2-26/650+NC+56SRB Механический соединитель 1 к-т - Ресурс, срок службы, гарантии изготовителя
Ресурс изделия до первого капитального ремонта 5000 часов в течение срока службы 9 лет, в том числе срок хранения 6 месяцев на открытой площадке в складских помещениях, на открытых площадках и т. п. Межремонтный ресурс 5000 часов при двух ремонтах в течение срока службы 9 лет. Указанные ресурсы, сроки службы и хранения действительны при соблюдении потребителем требований действующей эксплуатационной документации. Капитальному ремонту подлежат изделия при выработке одного из параметров - ресурса или срока службы, который из них наступит раньше. Гарантия изготовителя (поставщика) указывается в договоре (контракте) на поставку. - Консервация
При длительном хранении свыше одного года конвейер необходимо подвергнуть консервации:- места с поврежденной краской промыть бензином и затем окрасить;
- неподлежащие окраске места смазать сплошным ровным слоем толщиной от 5 до 1,5 мм смазкой ЦИАТИМ-203;
- произвести обесточивание электрооборудования от сетей электроснабжения;
- консервацию и хранение мотор-редуктора произвести согласно эксплуатационной документации, и произвести укрытие чехлом;
- подшипники барабанов снять промыть керосином или дизельным топливом и заполнить смазкой ЦИАТИМ-203;
- ленту снять и хранить в закрытом помещении;
- произвести промыть керосином или дизельным топливо и нанесение смазки ЦИАТИМ-203 на все трущиеся детали и узлы;
- произвести промыть керосином или дизельным топливо и нанесение смазки ЦИАТИМ-203 на открытые резьбовые соединения: винты и гайки регулировки натяжения ленты и др;
- произвести промыть керосином или дизельным топливо и нанести смазку ЦИАТИМ-203 на цепь и на зубья муфт;
- Свидетельство об упаковывании
Упакован(а) согласно требованиям, предусмотренным в действующей технической документации. Конвейер поставляется в собранном виде без упаковки. - Свидетельство о приёмке
Bзготовлен(а) и принят(а) в соответствии с обязательными требованиями государственных стандартов, действующей технической документацией и признан(а) годным(ой) для эксплуатации. - Ремонт и учет работы
В процессе эксплуатации в паспорт изделия (таблица 5) необходимо вносить выполненные работы ремонта. - Заметки по эксплуатации изделия, мер безопасности и хранения
К обслуживанию конвейера допускаются лица, прошедшие специальное обучение, ознакомленные с техническим описанием и правилами техники безопасности.
Инструктаж по технике безопасности должен быть документально оформлен.
В любое время конвейер должен быть достаточно освещен.
Запуск конвейера производить, только убедившись в его исправности.
Осмотр, устранение дефектов, смазку производить на неработающем конвейере. Работы по ремонту электрооборудования и электроснабжения разрешается начинать только после проверки исправности его заземления.
ЗАПРЕЩАЕТСЯ:- оставлять работающий конвейер без периодического надзора со стороны обслуживающего персонала;
- загружать материалы в неисправный конвейер;
- находиться под конвейером, незаполненным и загруженным материалом;
- вносить в конструкцию конвейера изменения;
- находиться длительное время вблизи конвейера без индивидуальных средств защиты;
- пользоваться неисправным инструментом и инструментом с грязными или мокрыми рукоятками;
- запускать конвейер без разрешения обслуживающего персонала;
- эксплуатация конвейера заполненного материалом, большей массы и объемом, чем он может выдержать;
- увеличивать максимальную массу загрузки;
- приваривать какие-либо детали к секциям, барабанам, роликам, роликоопорам, и другим частям конвейера;
- прикасаться к вращающимся и движущимся деталям конвейера;
- перевозить крупногабаритные изделия, людей и животных;
- смазывать и ремонтировать конвейер и его отдельные узлы, а также ремонтировать электрооборудование, находящееся под напряжением;
- подсыпать песок между лентой и приводным барабаном при пробуксовке ленты;
- работать при неисправных реле скорости, датчиках схода ленты в устройствах экстренной остановки конвейера, размещенных вдоль его става;
- работать при неисправных тормозах;
- включать и работать с неисправным электроснабжением, заземлением и электрооборудованием;
- работать со снятыми кожухами и ограждениями;
- эксплуатация с не вращающимися роликами и барабанами, с имеющимися дефектами на ленте, с отсутствующими или неработающими скребками для очистки ленты.
Монтаж произвести в соответствии с монтажным чертежом:- произвести подготовку фундамента;
- произвести сборку секций между собой;
- установить конвейер в опорном положении на фундамент и закрепить анкерами;
- произвести сборку ленты и отрегулировать натяжение ленты;
- проверить все болтовые соединения и шплинты;
- провести пробную работу конвейера без загрузки материалов;
- подтянуть при необходимости все болтовые соединения и шплинты;
- проверить состояние и крепление опор;
- провести пробную работу конвейера с загрузкой материалов;
- проверить все болтовые соединения и шплинты;
- проверить состояние и крепление опор;
- проверить состояние ленты и при необходимости регулировать натяжение ленты;
- проверить работу скребкового и плужкового очистителя ленты;
- при отсутствии замечаний и дефектов пустить конвейер в постоянную эксплуатацию.
Количество поступающего материала на ленту конвейера должно определяться исходя из оптимальных значений производительности и эффективности перемещаемого материала, а также физико-механических свойств материала (вид, гранулометрического состава, влажности) конкретно для каждого предприятия.
Надежность работы конвейера, его долговечность зависит от ухода и обслуживания перемещаемого материала.
Техническое обслуживание конвейера включает:- ежесменное техническое обслуживание:
- проверить состояние выработок, выявлять неисправности отдельных узлов конвейеров;
- проверить на отсутствие заштыбовки ленты (пересыпа с питателей);
- проверить состояние всех болтовых соединений;
- проверить уровень масла в мотор-редукторе;
- проверить работу скребкового и плужкового очистителя ленты;
- проверить внешним осмотром состояние роликов и произвести выбраковку не вращающихся роликов;
- произвести проверку положения ленты на верхних и нижних роликоопорах;
- проверить внешним осмотром состояние ленты и механического соединителя;
- проверить наличие смазки в подшипниковых узлах барабанов, мотор-редукторе, в узлах роликов и др.;
- проверить наличие смазки в трущихся и движущихся деталях плужкового очистителя ленты;
- проверить внешним осмотром состояние муфт и цепи привода;
- еженедельное техническое обслуживание:
- выполнять ежесменное техническое обслуживание;
- произвести чистку оборудования от пыли и остатков материала;
- произвести при необходимости подтяжку всех болтовых соединений;
- добавить при необходимости смазку в трущиеся части согласно табл.5;
- при необходимости добавить масло в мотор-редуктор;
- при необходимости регулировать подачу и выгрузку материала с ленты;
- при необходимости заменить очистители скребкового и плужкового очистителя ленты;
- при необходимости произвести замену дефектных роликов;
- произвести при необходимости регулировку положения ленты на верхних и нижних роликоопорах;
- произвести при необходимости ремонт ленты или по техническому состоянию замену ленты;
- произвести при необходимости замену смазки цепи привода с промывкой керосином и смазать новой смазкой;
- периодическое техническое обслуживание (каждые 200 часов):
- выполнять ежесменное техническое обслуживание;
- произвести полную замену смазки в трущихся деталях с промывкой керосином (снять и промыть детали в керосине) и заполнить новой смазкой;
- при необходимости регулировать натяжение ленты;
- заменить при необходимости ленту;
- при необходимости и по состоянию масла заменить масло в мотор-редуктор;
- проверить натяжку цепи привода при необходимости регулировать или заменить;
- текущий ремонт:
- выполнить работы периодического технического обслуживания;
- проверить состояние уплотнений и при необходимости заменить;
- проверить состояние подшипников и при необходимости заменить;
- проверить состояние пружины плужкового очистителя ленты и при необходимости заменить;
- проверить состояние муфт и цепи привода и при необходимости их заменить;
Конвейер необходимо хранить на открытой площадке и рекомендуется под навесом с зачехленным мотор-редуктором и обесточенным от электроснабжения.
Режим смазки, её марка, смазываемые точки указаны в табл.6
Таблица 6Наименование детали или узла Наименование смазочных материалов Кол-во точек смазки Способ нанесения смазочных материалов Примечание При температуре от -40 ОС до +50ОС Для длительного хранения Узлы роликов ВНИИНП-242, или Литол-24 ЦИАТИМ-203 34 наружная смазка шприцева-нием от 10 до 55 грамм смазки Узел корпуса подшипника крепления натяжного барабана ВНИИНП-242, или Литол-24 ЦИАТИМ-203 2 набивка через масленку от 10 до 55 грамм смазки Узлы корпуса подшипников крепления приводного барабана ВНИИНП-242, или Литол-24 ЦИАТИМ-203 2 снятие крышки и смазка шприцева-нием от 10 до 55 грамм смазки Цепь привода Смазка графитовая ЦИАТИМ-203 2 наружная смазка шприцева-нием от 10 до 55 грамм смазки Мотор-редуктор - - - - см. эксплу-атационные документы Остальные трущиеся поверхности Литол-24 ЦИАТИМ-203 наружная смазка шприцева-нием от 10 до 30 грамм смазки - Сведения об утилизации
Все детали конвейера подлежат вторичному использованию и переработке.
Данное изделие после выхода полного срока службы подлежит утилизации как металлом.